電子カタログ
「ステンレスの電解研磨工法|塗装・防食|株式会社ケミカル山本」のメーカーへの問い合わせはこちらから

焼け取り工法と孔食試験結果の比較

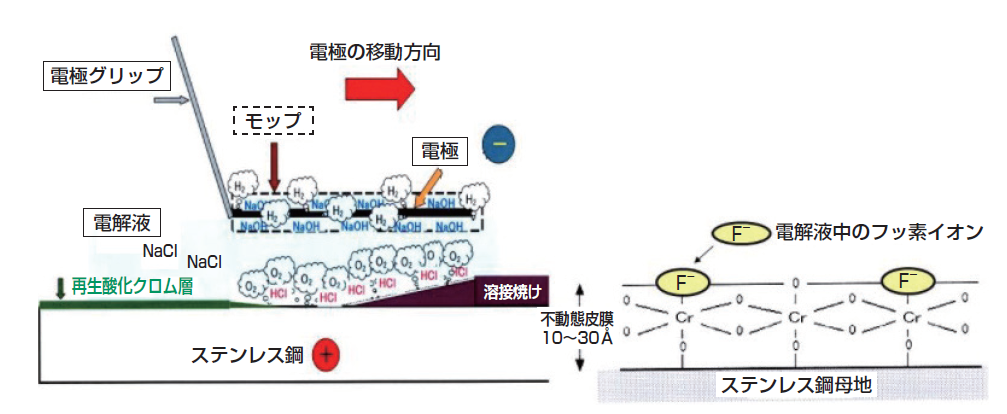
水門をはじめ、ステンレス製品の溶接焼けや汚れを電気化学的反応により除去するとともに、ステンレス表面に錆や腐食に強い不動態皮膜を形成する技術。
強酸ではなく、中性の安全な薬品(電解液)を使用する電解研磨工法である。
工法概念図
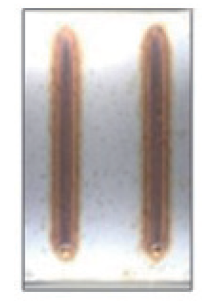
電解研磨処理の耐食性改善に関する試験(上部左写真参照)
[試験方法]
SUS304 2B材の溶接焼けを、ワイヤブラシ掛けおよび電解研磨で除去した後、おのおのについて孔食試験を実施し、腐食の程度を調べた。
[試験結果]
溶接焼け除去後24時間での孔食試験では、電解研磨工法はワイヤブラシ掛けと比べ孔食の発生が著しく抑制された。
[考察]
電解研磨工法では、ステンレス表面からの金属溶解と不動態皮膜の再生により、仕上がりが良く耐食性が向上する。
2相ステンレス(汎用、リーン)についても同様の結果が得られている。
●大気曝露による耐久性に関する試験
[試験方法]
ステンレス試験片を2年間大気曝露し、表面の錆発生状態を画像解析で評価。
[試験結果]
電解研磨のない未処理材では激しく錆が発生するのに対して、電解研磨を行うと錆の発生は激減する。
[考察]
電解研磨による不動態皮膜形成が十分行われていれば、長期耐久性が期待できる。
「ステンレスの電解研磨工法|塗装・防食|株式会社ケミカル山本」のメーカーへの問い合わせはこちらから