電子カタログ
「高分子天然ガス圧接継手工法 エコスピード®工法|コンクリート工|エコウェル協会」のメーカーへの問い合わせはこちらから
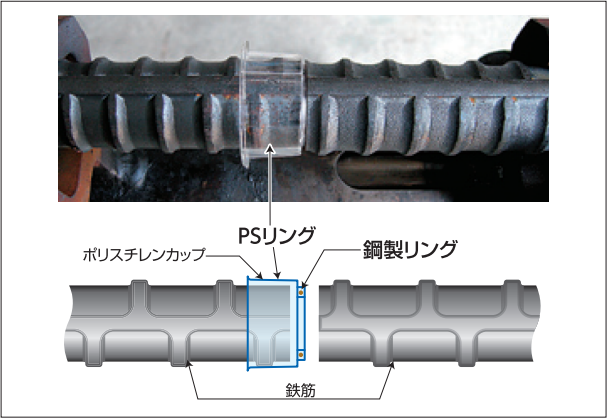
PSリング施工状況と模式図

施工写真
「エコスピード工法®」は、加熱燃料にアセチレンガスを用いる従来のガス圧接工法に替わり、天然ガスを用いることで環境負荷の低減を図るものである。
さらに、鉄筋接合面の酸化防止のために高分子還元材(PSリング)を採用しており、従来の酸化防止対策(還元炎)と異なり手動で操作でき、不良率低減も可能にした。

PSリング
圧接できる鉄筋の種類
| 区分 | 鉄筋の種類 | 鉄筋の呼び径 |
| 異形棒鋼 | SD345 | D19以上D51以下 |
| SD390 | D19以上D51以下 | |
| SD490 | D19以上D51以下 |
外観形状

・施工物件数:5,987物件(内 公共物件採用1,412件)
・施工圧接箇所数:749万箇所
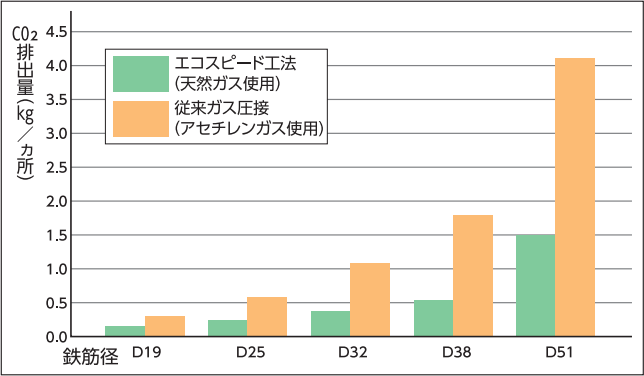
ガス圧接における鉄筋口径別CO2排出量
「高分子天然ガス圧接継手工法 エコスピード®工法|コンクリート工|エコウェル協会」のメーカーへの問い合わせはこちらから
| 品名 | 規格 | 単位 | 公表価格(税別) |
|---|---|---|---|
| エコスピード工法 | D19+D19 | 箇所 | 620円 |
| エコスピード工法 | D19+D19 | 箇所 | 640円 |
| エコスピード工法 | D19+D19 | 箇所 | 580円 |
| エコスピード工法 | D19+D19 | 箇所 | 580円 |
| エコスピード工法 | D19+D19 | 箇所 | 550円 |
| エコスピード工法 | D19+D19 | 箇所 | 620円 |
| エコスピード工法 | D22+D22 | 箇所 | 640円 |
| エコスピード工法 | D22+D22 | 箇所 | 660円 |
| エコスピード工法 | D22+D22 | 箇所 | 600円 |
| エコスピード工法 | D22+D22 | 箇所 | 600円 |
| エコスピード工法 | D22+D22 | 箇所 | 570円 |
| エコスピード工法 | D22+D22 | 箇所 | 640円 |
| エコスピード工法 | D25+D25 | 箇所 | 660円 |
| エコスピード工法 | D25+D25 | 箇所 | 680円 |
| エコスピード工法 | D25+D25 | 箇所 | 620円 |
| エコスピード工法 | D25+D25 | 箇所 | 620円 |
| エコスピード工法 | D25+D25 | 箇所 | 590円 |
| エコスピード工法 | D25+D25 | 箇所 | 670円 |
| エコスピード工法 | D29+D29 | 箇所 | 920円 |
| エコスピード工法 | D29+D29 | 箇所 | 980円 |
| エコスピード工法 | D29+D29 | 箇所 | 860円 |
| エコスピード工法 | D29+D29 | 箇所 | 890円 |
| エコスピード工法 | D29+D29 | 箇所 | 820円 |
| エコスピード工法 | D29+D29 | 箇所 | 950円 |
| エコスピード工法 | D32+D32 | 箇所 | 1,160円 |
| エコスピード工法 | D32+D32 | 箇所 | 1,160円 |
| エコスピード工法 | D32+D32 | 箇所 | 1,100円 |
| エコスピード工法 | D32+D32 | 箇所 | 1,080円 |
| エコスピード工法 | D32+D32 | 箇所 | 1,030円 |
| エコスピード工法 | D32+D32 | 箇所 | 1,150円 |
| 価格の適用 |
|---|
|
補助材、圧接費、荷揚げ、場内小運搬、持込材管理、発生材処理、運搬費、機械損料、諸経費を含まない。仕様は、(公社)日本鉄筋継手協会発行の「鉄筋継手工事標準仕様書高分子天然ガス圧接継手工事」に準ずる。各都市における主な施工会社は、エコウェル協会所属の圧接会社(URL参照)。http://ecowel.com/society2/140108%20society.html#memberslist。 ・エコスピード工法 D19+D19 札幌地区価格。施工規模:100箇所 ・エコスピード工法 D19+D19 仙台地区価格。施工規模:100箇所 ・エコスピード工法 D19+D19 東京価格。施工規模:100箇所 ・エコスピード工法 D19+D19 名古屋地区価格。施工規模:100箇所 ・エコスピード工法 D19+D19 大阪地区価格。施工規模:100箇所 ・エコスピード工法 D19+D19 福岡地区価格。施工規模:100箇所 |

