NETIS登録番号:CB-220034-A

大型TYPE / 55kw
施工延長300m

中型TYPE / 37kw
施工延長200m

小型TYPE / 22kw
施工延長100m
概要
「循環式オープンブラスト工法」は、鋼構造物の素地調整(1種ケレン)におけるブラスト工において、高圧縮空気
(1.0Mpa)で運転し、研削材の循環再利用を可能とした技術である。ブラストシステム運転用の圧縮空気を高圧で使用することにより、従来では施工困難な遠距離の施工に対応している。研削材を循環再利用することで産業廃棄物発生量の削減ができ、経済性や工期短縮が期待できる。
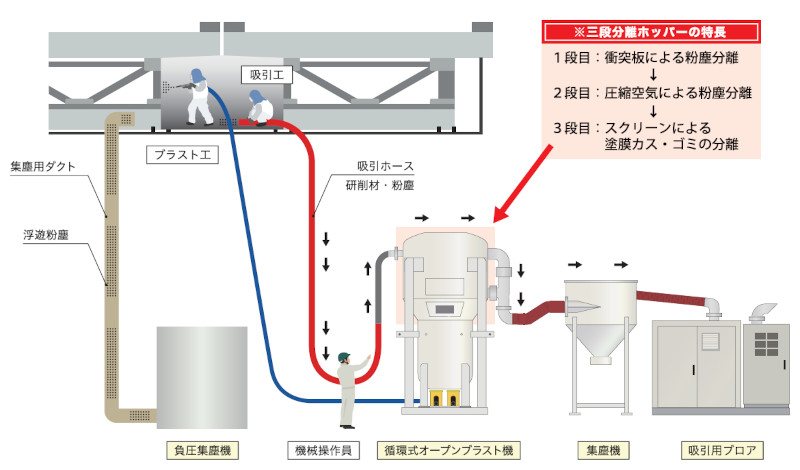
標準施工図(塗替塗装時 Rc-I)

機械設置写真
特長
- 研削材を循環再利用することで産業廃棄物の大幅削減。
- 金属系研削材が粉砕せず、作業中の粉塵量が非常に少なくなり、近隣環境・作業員への安全面への対策ができる。
- 足場上に研削材を堆積させないため、足場補強が不要。
- 三段分離方式(※)を採用することにより、粉塵量の低減ができるため、出来形、品質管理の目視確認が容易。
- 研削材と産業廃棄物の運搬量が少ないため、材料運搬および産業廃棄物に運搬コストが少なくなる。
- 金属系研削材以外に、通常の他メディアの使用も可能。
- 塗装塗替工事による素地調整以外に、コンクリート表面処理への対応も可能。
- 高圧縮空気(1.0Mpa)の使用が可能なため、プラントから施工箇所への遠距離施工(約300m以内)が素地調整1種ISO Sa2.5(ISO Sa2 1/2)と、表面粗さJIS規格の品質を確保したまま施工可能。
- 各機械の最大重量が2.3t以下であり、4tユニック車での組立や、設置スペースが狭小地であっても組立可能。
- 電子制御システムを極力減らし、施工中におけるブラストマシンの故障リスクを低減。
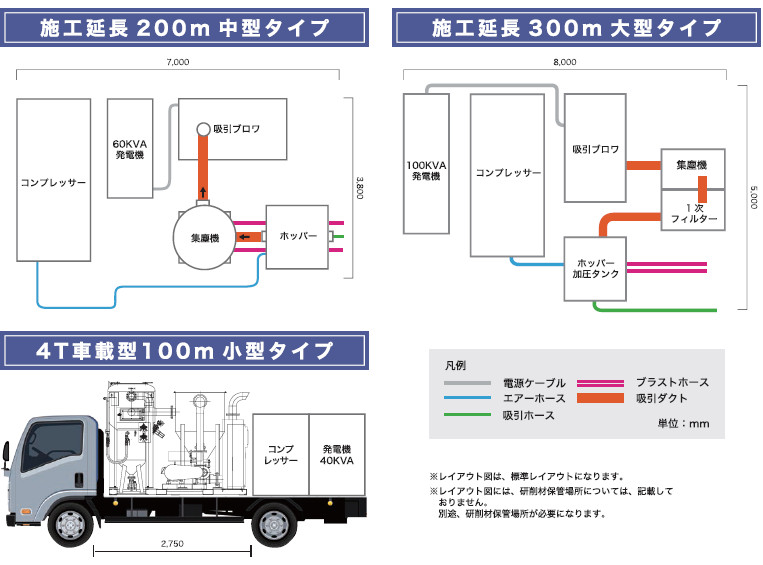
現場レイアウト配置図